- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Pag-unawa sa Mga Halaga ng Lab: Ang Tunay na Paraan ng Pagbasa ng Kulay — Tatlong Pangunahing Parameter para sa Kontrol ng Pagkakaiba ng Kulay sa Mga Plastic na Inhinyero
"Katanggap-tanggap ba o hindi ang ΔE ng 2.1 sa ulat ng colorimeter?"
"Sinasabi ng customer na ang mga halaga ng Lab ay wala, ngunit ang mga kulay ay halos pareho sa akin."
Ito ang mga tanong na naririnig ng aming technical team araw-araw. Sa industriya ng engineering plastics, ang pagkakaiba ng kulay ay hindi na hinuhusgahan ng mata lamang. Kung ito man ay automotive interior parts, 3C electronic housings, o industrial structural component, ang mga customer ay halos palaging may kasamang Color Difference Acceptance Standard na malinaw na nagsasaad ng: ΔE ≤ 0.5, na may L, a, b na mga value sa loob ng mga tinukoy na tolerance.
Kaya ano nga ba ang L, a, at b? At bakit mas maaasahan ang mga ito kaysa sa visual na inspeksyon? Ngayon, ipapaliwanag namin ang tatlong parameter na ito sa wika ng paggawa ng mga plastik na engineering.

I. Ang "Coordinate System" ng Kulay: Ang Lab Color Space
Isipin na upang matukoy ang isang lokasyon sa isang mapa, kailangan mo ng longitude, latitude, at altitude. Ang espasyo ng kulay ng Lab ay ang "three-dimensional coordinate system" para sa kulay.
Itinatag ng International Commission on Illumination (CIE) noong 1976, nananatili itong pandaigdigang pamantayang ginto para sa pagsukat ng kulay. Ang anumang kulay ay maaaring natatanging matatagpuan sa tatlong-dimensional na espasyong ito sa pamamagitan ng isang hanay ng mga coordinate (L, a, b).
• L value (Lightness) : Mga saklaw mula 0 hanggang 100. Ang L=100 ay purong puti, ang L=0 ay purong itim. Sa mga plastik na engineering, ang isang itim na bahagi na lumilitaw na kulay abo o isang puting bahagi na nagiging madilaw-dilaw ay mahalagang pagbabago sa halaga ng L.
• isang halaga (Red-Green hue): Ang mga positibong halaga ay nagpapahiwatig ng pula, ang mga negatibong halaga ay nagpapahiwatig ng berde. Kapag ang isang flame-retardant na ABS na dapat ay matingkad na pula ay naging "dull brick red," ang halaga ay malamang na ang isyu.
• b value (Yellow-Blue hue): Ang mga positibong halaga ay nagpapahiwatig ng dilaw, ang mga negatibong halaga ay nagpapahiwatig ng asul. Ang halaga ng b ay ang pinaka "sensitibo" na parameter - ang mga materyales tulad ng PBT, PC, at nylon ay madaling manilaw sa panahon ng pagproseso ng mataas na temperatura. Kapag positibong nagbabago ang halaga ng b, ang bahagi ay makikitang "naninilaw."
II. Tatlong Numero, Tatlong Karaniwang "Mga Sintomas ng Pagkakaiba ng Kulay"
Sa palapag ng produksyon, mabilis naming sinusuri ang mga ugat na sanhi sa pamamagitan ng mga pagbabago sa mga halaga ng Lab:
1. Malaking paglihis sa halaga ng L - Unahin ang pagsuri sa kondisyon ng materyal at proseso ng paghubog.
• Mataas na halaga ng L (masyadong puti/maputla): Posibleng mababang temperatura ng amag o hindi sapat na titanium dioxide sa masterbatch ng kulay.
• Mababang halaga ng L (masyadong madilim): Posibleng pagkasira ng materyal (sobrang pagkakalantad sa mataas na temperatura) o mahinang paglabas ng amag.
2. Malaking paglihis sa isang halaga – Unahin ang pagsuri sa pormulasyon ng materyal.
• Positibong pagbabago sa isang halaga (mapula-pula): Karaniwan sa mga materyales na may flame-retardant, kung saan nabubulok ang flame retardant sa mataas na temperatura, na nagiging sanhi ng pagkawalan ng kulay.
3. Malaking paglihis sa halaga ng b - Unahin ang pagsuri sa mga kondisyon ng pagpapatuyo at temperatura ng iniksyon.
• Positibong pagbabago sa halaga ng b (madilaw-dilaw): Ang pinakakaraniwang dahilan ay ang sobrang pagkatuyo o sobrang temperatura ng pagkatunaw. Ang mga materyales na naylon ay partikular na sensitibo - ang isang b-value drift na 0.5 ay kitang-kitang "dilaw" sa mata.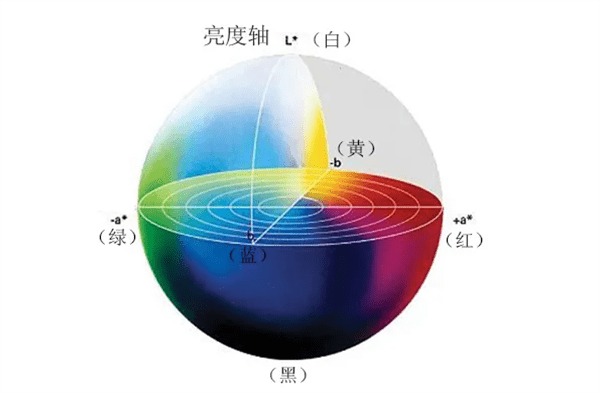
III. Ano ang ΔE? Bakit Hindi Tayo Makakaasa sa ΔE Mag-isa?
Ang ΔE ay ang pinagsamang paglihis sa mga sukat ng L, a, at b, na kinakalkula bilang:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Gumagamit ito ng iisang numero para i-summarize ang "kabuuang pagkakaiba ng kulay," na ginagawang madali ang mabilis na paghuhusga. Gayunpaman, ang problema ay: Ang parehong ΔE ay maaaring kumatawan sa iba't ibang mga paglihis ng kulay.
Halimbawa:
• Case A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (medyo masyadong puti)
• Case B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (mga paglihis sa lahat ng tatlong direksyon)
Parehong may halos parehong ΔE, ngunit ang Case B ay mas "kumplikado" at maaaring magmukhang "mas maputik" sa mata. Samakatuwid, dapat isaalang-alang ng propesyonal na kontrol sa pagkakaiba ng kulay ang parehong ΔE at mga indibidwal na pagpapahintulot. Ang isang karaniwang pamantayan para sa automotive interior parts ay: ΔE < 1.0, na may |ΔL| < 0.5, |Δa| < 0.5, |Δb| < 0.5.
IV. Saan Nagmula ang Pagkakaiba ng Kulay? Apat na Karaniwang Pinagmumulan
Batay sa mga taon ng karanasan sa paglilingkod sa mga customer, ang pangunahing pinagmumulan ng pagkakaiba ng kulay ay nahahati sa apat na kategorya:
1. Pagkakaiba-iba ng batch ng materyal - Ang iba't ibang batch ng mga plastik na pang-inhinyero ay maaaring may kaunting pagkakaiba sa kulay ng base. Kahit na para sa parehong grado, ang pagbabagu-bago ng batch-to-batch b-value na 0.3–0.5 para sa POM ay hindi karaniwan.
2. Walang kontrol ang proseso ng pagpapatuyo – Ang mga materyales tulad ng nylon, PET, at PC ay sensitibo sa moisture. Ang under-drying o over-drying ay maaaring magdulot ng paninilaw. Sa isang kaso, pinataas ng operator ang temperatura ng pagpapatuyo mula 80°C hanggang 100°C, na nagiging sanhi ng paglukso ng b-value mula 1.2 hanggang 2.8, na nag-scrap ng isang buong batch.
3. Pag-anod ng proseso ng pag-injection molding - Ang mga maliliit na pagbabago sa back pressure, bilis ng turnilyo, bilis ng pag-iniksyon, presyon ng hawak, temperatura ng amag, atbp., ay maaaring baguhin ang daloy ng pagkatunaw at pag-uugali ng crystallization, na nakakaapekto sa hitsura ng kulay. Ang mga glass-fiber reinforced na materyales ay partikular na sensitibo.
4. Mga pagkakaiba sa kapaligiran sa pagsukat – Maaaring makaapekto sa mga pagbabasa ang iba't ibang colorimeter, pinagmumulan ng ilaw, mga siwang ng pagsukat, o kahit ang pressure na inilapat ng operator. Dapat magkasundo ang mga customer at supplier sa isang pinag-isang pamantayan sa pagsukat (hal., D65 illuminant, 10° observer angle).
V. Konklusyon: Maaaring Pamahalaan ang Kulay
Sa engineering plastics, hindi na misteryo ang kulay. Ang tatlong numerong L, a, at b ay ginagawang layuning katotohanan na "L na halaga ng L ang tolerance ng 0.6, ang halaga ng b ng 0.8." Ang pag-unawa sa apat na pinagmumulan ng pagkakaiba ng kulay ay nakakatulong sa atin na maiwasan ang mga problema bago mangyari ang mga ito.